Cortador trocoidal de alta velocidad
Hace ya varias décadas, la introducción de máquinas herramienta con velocidades lineales y rotativas significativamente mayores representó un éxito para los métodos eficientes de mecanizado de alta velocidad (HSM). El fresado por capas, también conocido como "peel milling o slicing", fue uno de estos métodos. El fresado por capas se destaca por su gran profundidad de corte (Generalmente de hasta cinco diámetros de herramienta), en combinación con un ancho de corte angosto (Normalmente, de hasta 0.2 del diámetro de herramienta). La combinación presenta importantes ventajas. Disminuir el ancho de corte reduce la carga térmica del filo de corte y permite incrementar la velocidad de corte. En el fresado por capas, la velocidad de corte puede ser mayor en comparación con los métodos de fresado tradicionales. El menor ancho de corte disminuye significativamente el componente radial de la fuerza de corte, reduciendo la torsión de la herramienta y la vibración. Esto asegura una alta estabilidad operativa y permite una mayor profundidad de corte.
El adelgazamiento radial de la viruta permite mantener el espesor de viruta de precisión requerido, a mayores avances. Así, el fresado de menor contacto radial y gran profundidad de corte, a altas velocidades de corte y tasas de avance, mejora la productividad de maquinado. Adicionalmente, éste método de maquinado proporciona un desgaste gradual, uniformemente distribuido a lo largo del filo de corte, incrementando vida útil de la herramienta.
El fresado por capas ha demostrado ser productivo en el fresado de hombros profundos y bordes anchos. La técnica de corte "slicing" se aplica con éxito al fresado de material restante, un proceso de maquinado en el que una herramienta de diámetro pequeño corta varias áreas de difícil acceso, como las esquinas de una cavidad.
El avance del control numérico por computadora (CNC) y los sistemas de fabricación asistida por computadora (CAM) han traído una mejora adicional: el fresado trocoidal con una trayectoria de herramienta complicada en lugar de un movimiento de avance lineal, adecuado para el fresado por capas. En matemáticas, una trocoide es la curva generada por la punta de un círculo que rueda a lo largo de una guía sin deslizarse. En el fresado trocoidal, la herramienta de corte se mueve a lo largo de una curva cortando capas de material finas y delgadas. Por lo general, la curva es un arco circular (semicírculo) y la herramienta vuelve al punto inicial por la cuerda del arco y luego repite la trayectoria con un pequeño escalonamiento. En este caso, la trayectoria de la herramienta se parece a la letra "D". El fresado a lo largo de la trayectoria curvilínea facilita la carga constante sobre el filo de corte y elimina un incremento de carga abrupto al penetrar el material.
Además de la ruta en forma de D que ahora se considera "clásica", hoy día la mayoría de las máquinas avanzadas con sistemas de control de alta gama son mucho más complejas. Las trayectorias trocoidales de la herramienta minimizan el tiempo sin corte y optimizan los movimientos de la máquina.
Se sabe que el fresado trocoidal es sumamente efectivo para el maquinado de ranuras profundas, alojamientos y cavidades, y también es un método muy prometedor para el fresado de materiales duros y difíciles de maquinar, en particular el titanio y las superaleaciones termorresistentes (HTSA). Además, el fresado trocoidal es extremadamente útil para mejorar el desempeño al maquinar bajo condiciones inestables: piezas de baja rigidez, con paredes delgadas, dispositivos de sujeción deficientes, etc. Así mismo, las cargas uniformes, considerablemente reducidas sobre la herramienta, hacen que el fresado trocoidal sea eficiente y aplicable al micro-maquinado.
Los principales desafíos en el fresado trocoidal son el control de la máquina herramienta y la programación inteligente de trayectorias. Sin embargo, al resolver estos desafíos, frecuentemente se pasa por alto otro factor importante, la herramienta de corte. Sin la herramienta adecuada se reducen los resultados esperados, pese a todos los esfuerzos para diseñar la trayectoria y mantener una carga uniforme sobre el filo de corte. Esto crea un desafío para los fabricantes de herramienta; producir una herramienta óptima para cumplir con los requerimientos del fresado trocoidal.
¿Cuáles son las características de un cortador para fresado trocoidal de alto rendimiento?
Para empezar, el cortador para fresado trocoidal debe ser adecuado para el maquinado de alta velocidad. Esto se relaciona con los parámetros de precisión apropiados, balanceo, la seguridad al operar a velocidades de rotación considerables, y más. El fresado con grandes profundidades de corte aumenta el voladizo de la herramienta. Adicionalmente, el comportamiento dinámico del cortador es crucial para garantizar la estabilidad del maquinado. Al fresar con un ancho de corte menor, solo un diente hace contacto con el material de la pieza a la vez. Optimizar el área de contacto del diente es un factor importante para un fresado estable; los filos de corte con la inclinación más favorable son parte importante de una buena solución. La evacuación eficaz de la viruta fina, generada por el fresado trocoidal, no requiere un gran canal para la evacuación de viruta en el cortador.
Los cortadores verticales de carburo sólido de múltiples gavilanes (SCEM) o las fresas ensambladas con cabezas de carburo sólido intercambiables cumplen bien con estos requerimientos. De hecho, los cortadores verticales de carburo sólido representan la mayoría de las herramientas de fresado trocoidales actualmente.
Estos cortadores verticales cuentan con sus propias características de diseño, identificables en la más reciente e innovadora línea de productos de ISCAR. Varios aspectos caracterizan a estos productos: a) hélice diferente y paso angular variable de diente, lo que proporciona un diseño resistente a las vibraciones para mejorar la estabilidad en el Maquinado de Alta Velocidad (HSM) con grandes voladizos, b) un gavilán de forma especial que ofrece un mayor diámetro del centro de corte, para una mejor resistencia dinámica, y c) suficiente espacio para el canal de evacuación de viruta, para asegurar un flujo de viruta suave. Estos productos mantienen una alta precisión y ofrecen las máximas tasas de remoción de metal al maquinar los principales tipos de materiales de ingeniería. La gama de diámetros de los cortadores verticales de carburo sólido de ISCAR para fresado trocoidal es de 2 a 25 mm.
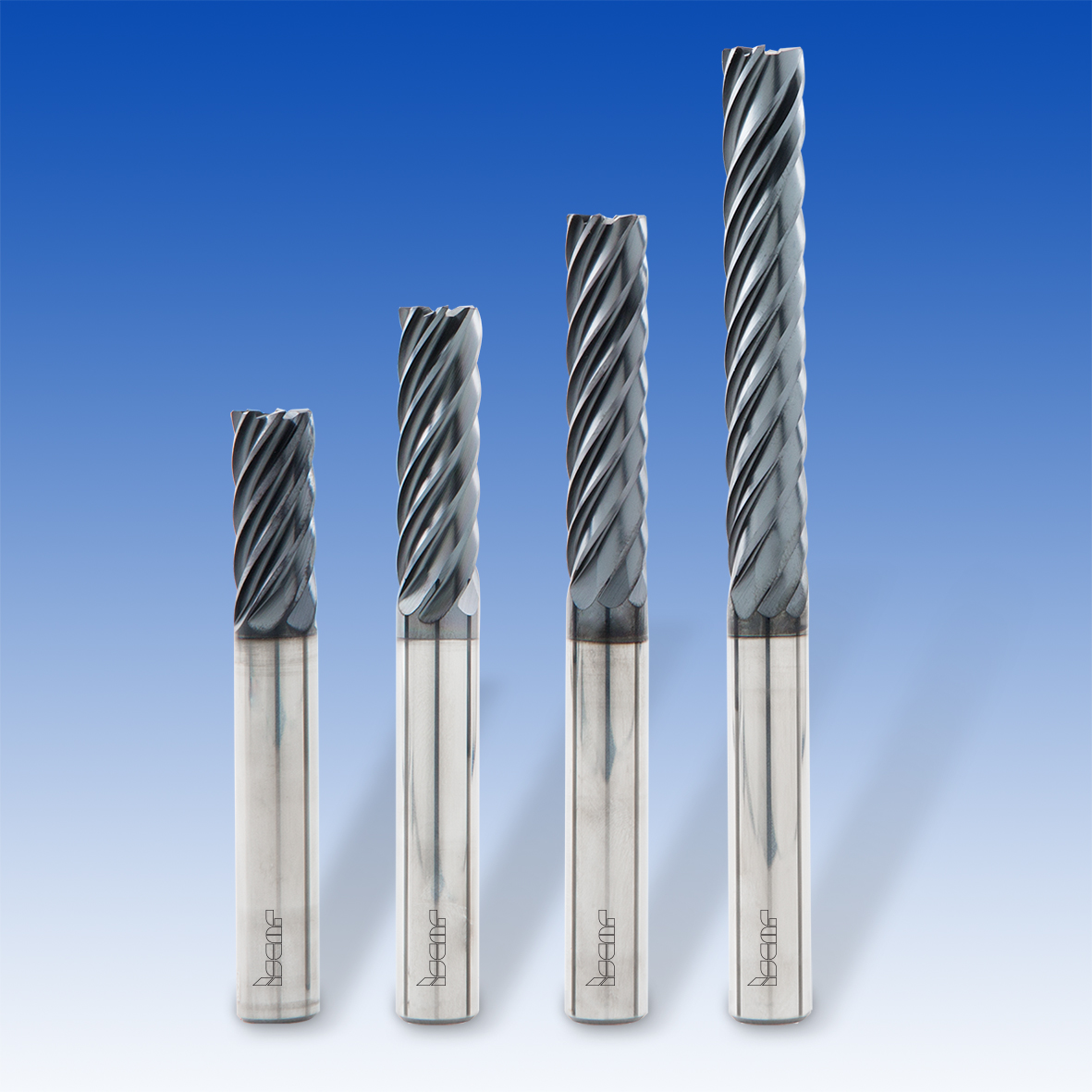
Los cortadores verticales de carburo sólido CHATTERFREE EC-E7/H7-CF sin vibración, cuentan con 7 gavilanes y una variedad de radios de filo. Están disponibles en series de dos, tres, cuatro y seis relaciones longitud/diámetro (Fig. 1). Las fresas se fabrican a partir de los grados de carburo ultra fino IC902, con un recubrimiento tipo PVD.
La característica distintiva y clave de los cortadores verticales ECP-H7-CF de 7 gavilanes (Fig. 2) es la geometría divisora de viruta de sus filos de corte. Esta geometría proporciona un mayor desempeño en grandes voladizos y mejora significativamente la evacuación de viruta en el maquinado de alojamientos y cavidades profundos. El filo divisor de viruta asegura un buen acabado superficial para la mayoría de los requerimientos de operación.
Los cortadores verticales Ti-TURBO de carburo sólido ECK-H7/9-CFR de 7 y 9 gavilanes se diseñaron especialmente para el maquinado de aleaciones de titanio a alta velocidad y tienen una longitud de corte de alrededor de dos diámetros/herramienta. Debido a la excelente amortiguación de vibraciones y su geometría optimizada de filos, estos cortadores verticales de carburo sólido ofrecen buenos resultados en el fresado trocoidal de varios componentes aeronáuticos, incluido operaciones de maquinado de ranuras curvas en rotores con álabes de titanio (turbinas de hélice integral). Las cabezas intercambiables MULTI-MASTER de 6 ranuras, lanzadas al mercado recientemente, pueden ser una solución muy adecuada para el fresado trocoidal de ranuras poco profundas o esquinas de piezas de titanio, (Fig. 3). El diseño de la cabeza incorpora las competencias y la experiencia de ISCAR en este campo, ofreciendo un producto robusto para el maquinado eficiente de grados de titanio difíciles de maquinar, como Ti-10V-2Fe-3Al y Ti-5Al-5Mo-5V-3Cr. Esta revisión estaría incompleta sin mencionar los portaherramientas, que son esenciales para las operaciones de fresado trocoidal exitosas. En la práctica, los mejores resultados se obtienen cuando los cortadores para fresado se sujetan a boquillas hidráulicas o porta boquillas de contracción térmica (Tipo 'Shrink'). (Fig. 4)
Imágenes del artículo y sus leyendas.
Fig. 1 - Cortadores verticales de carburo sólido CHATTERFREE de múltiples gavilanes, producidas en una serie de diferentes relaciones de longitud de corte/diámetro.
Fig. 2 - El diseño de filos de corte divisores de viruta mejora significativamente la evacuación de viruta y proporciona un excelente acabado superficial.
Fig. 3 - Cabezas intercambiables MULTI-MASTER de ISCAR, para fresado trocoidal de aleaciones de titanio difíciles de maquinar. Fig. 4 - Fresado de desbaste trocoidal de un perfil aerodinámico "blisk", utilizando cortadores verticales de carburo sólido de múltiples gavilanes, sujetos a un porta boquillas de contracción térmica (Tipo 'Shrink').
 [Fig. 1]
[Fig. 1]
 [Fig. 2]
[Fig. 2]
 [Fig. 3]
[Fig. 3]
 [Fig. 3]
[Fig. 3]