In the vast world of metal cutting tools, tool holding is perceived to be stagnant. Experts may claim that
true revolutionary changes in tool holding associated with the HSK adaptation ended three decades ago. In
the world of cutting tools, tool holding is the most conservative field, where groundbreaking ideas are
rare. Have tool holding systems reached a cul-de-sac, with no new trends in sight?
In spite of slow progress, tool holding systems continue to develop naturally. The progress of these tools
is evolutional and reflects modern-age metalworking requirements. New technologies form new demands for
machine tools and cutting tools, resulting in tool holding solutions that remain an integral link to
machining processes. This essential link physically connects the cutting tool with the machine. Although
there are no substantial changes in this branch of metal cutting, major strides are being made to stay
abreast of new technologies.
New Developments
New developments aim to enhance the capabilities of toolholders and their mechanical systems. Improving the
main functional characteristics of the mechanical systems is attributed to strength, rigidity, gripping
forces, accuracy, and vibration damping properties. Another advancement relates to the new age metal cutting
techniques which pave the way to new horizons within this field.
High-velocity tools characterize high-speed machining referred to as HSM. Consequently, the balanced and
robust performance of the toolholder is required to function under escalated centrifugal loads and
characterizes contemporary HSM toolholders that align with advanced machining centers. This has placed
heat-shrink toolholders at the forefront of machining technologies and focuses on the engineered balance
concept by considering essential theoretical balance parameters before production. 3D modeling in
contemporary CAD system environments significantly expands engineered balance possibilities. As the
engineered balance relates to virtual objects, it cannot relate to the "physical" balancing of a real
toolholder. However, an engineered balance design diminishes the mass unbalance of potential products and
makes "physical" balancing much easier.
When cutting diverse materials, effective coolant supply significantly improves cooling and lubrication.
This results in improved machining parameters and prolonged tool life. Increasing cooling capabilities is an
additional direction for toolholder technology advancement. The growing popularity of additive manufacturing
(AM) in combination with computer flow modeling opens new prospects for optimizing coolant supply.
In addition, advanced coolant concepts also exist in coolant-driven speeders, enabled by the coolant system
of machining centers. This phenomenon upgrades the abilities of the machine for HSM, consequently providing
new levels of machine efficiency.
A modular tooling principle enables quick toolholder customization using a limited number of standard
elements. This principle facilitates the reduction of tooling stock and diminishes the dependence of special
toolholders. Therefore, versatile, and reliable modular tooling systems continue to be the subject of new
developments in metalworking.
The improved dynamic behavior of the machining system includes a machine, toolholder, clamping fixture, and
workpiece, all of which contribute to better performance. The vibration damping properties of a toolholder
play an important role in this process, especially in long-reach applications. Increased cutting speeds and
growing rotational velocities require toolholder manufacturers' engineering solutions.
The digitization of modern manufacturing creates the basis for the smart factories of tomorrow and
highlights the digital components of a toolholder. It is not physical sensors and traditional devices alone,
but the evolution of digital twins for computer modeling incorporated in CAD/CAM and virtual manufacturing
systems, and the Internet of Things (IoT) that comprise the new trends in machining metal. The desire to
achieve improved machining processes has forced toolholder manufacturers to reinvent their portfolios with
virtual toolholder models.
Speed, Cooling, and Stability
ISCAR's X-STREAM SHRINKIN tool holding family now includes the SRX-CX heat-shrink chucks with coolant jet
channels along the shank bore.
The chuck design (Fig. 1) is intended first and foremost for high-speed machining operations, characterized
by the slimmest thermal shrink chuck with direct coolant to the cutting edge. ISCAR's new chuck design
expands the toolholder application range especially when milling deep cavities and shoulders. Pinpointed
coolant contributes to effective chip evacuation, prevents recutting, and eliminates chip sticking to the
cutting edge. This enables applying CNC machines with the low external flow to achieve efficient milling in
closed deep pockets and cavities.
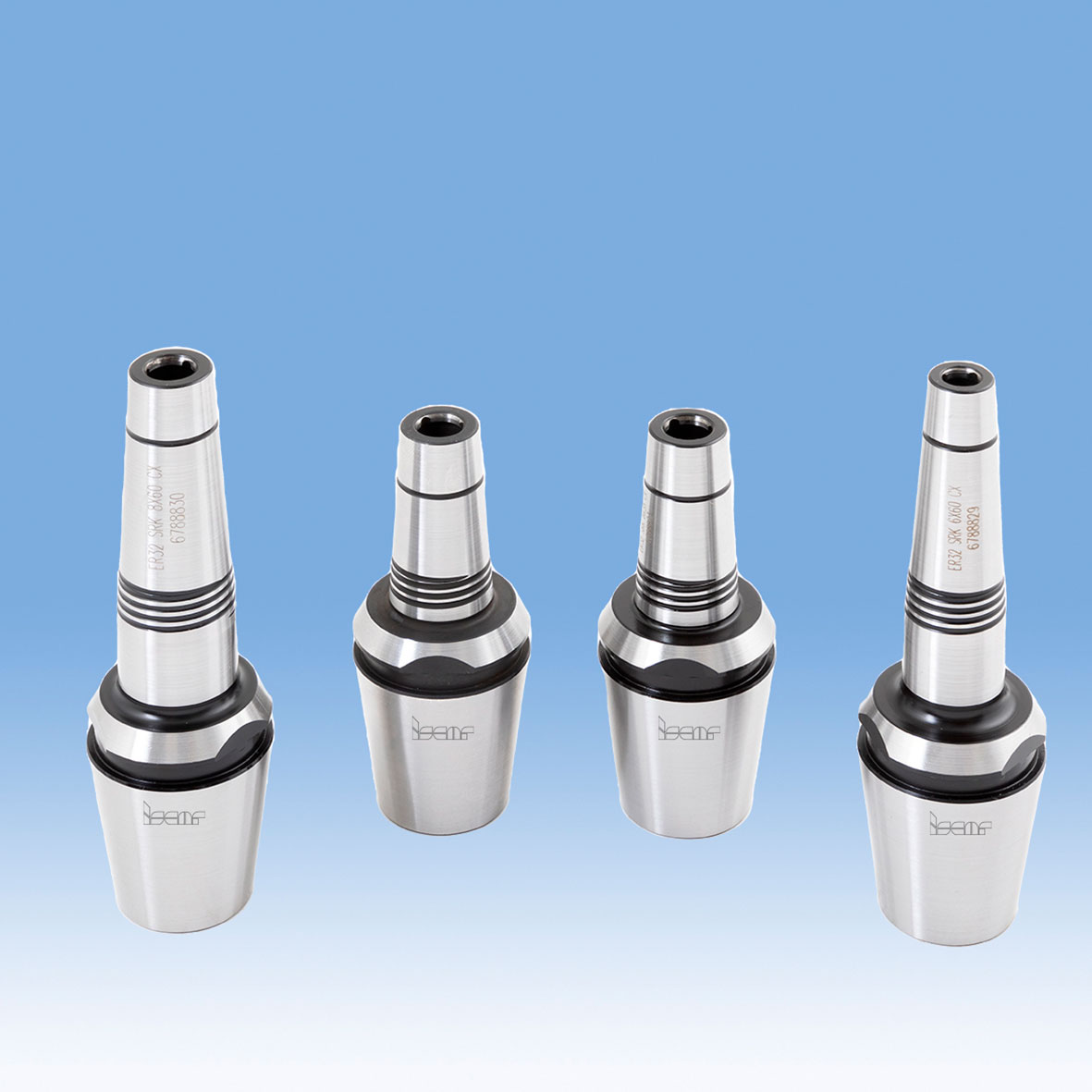
As a continuation of the slim thermal shrink concept, ISCAR has introduced heat-shrink toolholders with a
tapered shank for direct mounting on standard ER collet chucks and driven units (Fig. 2). The holders are
designed for clamping relatively small-in-diameter tools (3-12 mm). The shank design provides a rigid and
reliable connection in a chuck. The holders that combine thermal shrink advantages, optimized coolant flow,
and robust mounting in a chuck ensure high tool performance.
The concept of mounting compact toolholders in ER chucks has been successfully adopted also in NEOCOLLET – a
new tool holding family that provides an alternative to clamping cutters with spring collets.
The high-pressure coolant-driven Micro 90 Jet spindle is a small-in-size speed increaser for accurate work
in difficult-to-reach areas and is assembled from only six parts (Fig. 3). It enables rotational velocities
from 35000 to 53000 rpm while the main spindle of the machine remains idle.
WHISPERLINE boring bars (Fig. 4) have a built-in antivibration mechanism with an auxiliary mass immersed
absorbent. The bars facilitate stable cutting at high overhangs. ISCAR has expanded bar clamping solutions
by power chucks with polygonal taper adaptation according to ISO 26623, holders with VDI adaptation, and
sleeve-type tool blocks.
"Conventional" products in ISCAR's tool holding lines have been enriched by ultra-precise spring collets for
ER11 chucks, and a new design of sealed reduction sleeves for hydraulic chucks.
Virtual assembly
ISCAR's electronic catalog provides virtual assembly and digital representation options for ISCAR standard
products, including toolholders and accessories such as pull studs, setting screws, etc.
Apparently, the talk of stagnation in the metalworking communities is premature. The new developments are
not a breakthrough, yet they systematically bring toolholders to a new orbit in accordance with the growing
demands of the metalworking industry.
The future of tool holding technology is exciting and full of potential. With the continued development of
innovative solutions, toolholders will become increasingly sophisticated and able to meet the demands of the
modern metalworking industry.